Basic principles and feasibility of tensile parts
Deep drawing is a process that can deform steel plates or other non-ferrous materials. With it, the process of elongation and compression deformation can be provided at the same time, mainly used to obtain hollow, cylindrical, box, shaped or cup shaped objects.

Deep drawing parts of sheet metal are performed by a progressive or transfer die, and allow the creation of many objects with deep cavities, including: auto body parts, household appliances, furniture and electronics industry details, various containers such as cans, cans, and so on. Usually, this particular type of processing allows the molded item to be molded in a single piece form without a joint.
Deep drawing parts may have an advantage over other mechanical processes in that they can obtain ferrous or non-ferrous material parts with elongated shapes, no wrinkles, and high deformation, thus maintaining good surface quality.
Deep drawing/deep drawing parts VS casting
Drawing part is a cold working process, while casting is a hot working process. By fusion, the material is heated into a liquid state, which is then poured into special molds where it cures and takes on the desired geometry. Castings are parts obtained through this process.
Casting techniques are not suitable for all types of materials and it is always necessary to check the fusion and castability of the alloy to be cast. Commonly, it is used to produce objects and components for faucets, handles, coffee makers, carburetors, valves, etc.
Designing workable parts through deep drawing pieces usually reduces unit costs, improves productivity and quality, and generally reduces production costs. Not surprisingly, many parts that used to be produced by casting have been converted to deep drawing.

Material flow and control
The key words of tensile parts are material flow and control.
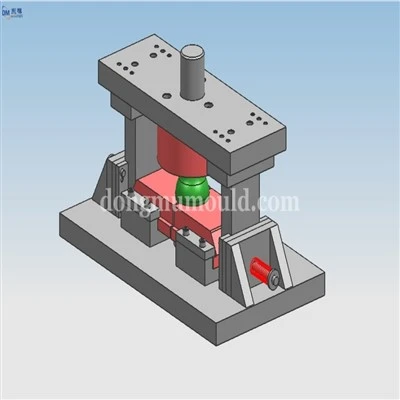
What we mean by flow is how the material must deform in order to be reconstituted into the desired shape. Think of applying pressure to place a large piece of rubber material in the desired shape. This image gives an idea of how the die and punch play a role in deforming the sheet.
This control of flow, or where the material has to go and where it does not go, is another fundamental aspect and is guaranteed through the use of a welt press.
Deep stretch pieces: What's the deal?
When the depth of the workpiece to be obtained is greater than its width, the process is called deep drawing. Success depends on many factors, including:
The geometry of the details;
Material type, thickness, and mechanical properties: The deeper the drawing, the higher the quality of the material, and the greater the deformation allowed before breaking;
Press speed: It must allow the flow of material;
Drawing radius;
Drawing ratio: is one of the basic factors considered to determine the number of processes required by the mold;
Punch and die surface treatment;
Lubricants: Together with surface finish, reduce the coefficient of friction and make the material slide better;
The pressure of the pressing machine;
The gap between the punch and the die.
All these factors, combined with extensive experience in the field, contributed to the success of deep drawing molds.
Deep drawing die: Quality assurance
Stretchings are a technical process that finds its greatest expression in industrial sectors that require components with high yields, high surface quality, and three-dimensional shape, and are often very complex. Once made, the shapes can apparently undergo further bending and shearing operations to obtain the finished product.