acting punch drawing die
Double action punch drawing die
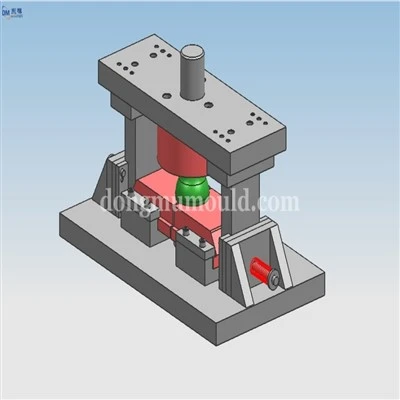
Double action punch is composed of two sliding blocks inside and outside. The outer slider slides along the guide rail of the fuselage, which is often used to install the blanking ring during stretching, and the blanking punch (which also acts as the blanking ring) during blanking stretching. The inner slider slides along the inner guide rail of the outer slider to install the tensile punch. The two sliders act at the same time to stretch or blanking the airstock. The structure of tensile die is different because of the different functions of double acting punch and single acting punch. Double action punch stretching, because the outer slider and the inner slider are separate movement, so the outer slider holding force can be adjusted separately to control the wrinkle of the workpiece. But because of the double action press outside the slider to get the force, sometimes affected by the thickness of the blank and the operation of other factors, only rely on the force wrinkling is not very reliable, therefore, for the shape of complex parts, often set in the flange ring stretching tendons, in order to effectively prevent wrinkling.

1. Composite drawing die
Double action punch with blanking, tensile compound die structure, blanking punch and fixed plate fixed together and double action punch fixed, tensile punch installed in the inner slider hole of the die handle. When working, the convex and concave die installed on the outer slider is blanked and pressed down, and then the punch fixed with the die handle is stretched under the action of the inner slider.
2 single process drawing die
The die structure is drawn for the first time. The holder ring is installed on the outer slider of the double acting punch press, and the punch is installed on the threaded joint of the slider inside the double acting punch press. When working, the pre-blanked and cut blank is placed in the positioning slot of the outer ring of the concave die, pressed by the holder ring, and then the inner slider drives the punch to stretch.
In the second process of drawing die, the semi-finished product of the previous process is first placed in the positioning slot of the concave die, and the semi-finished product is pressed by the flange holder under the pressure of the outer sliding block, and then the tensile punch is pulled down under the pressure of the inner sliding block. The parts are removed by the ejector driven by the pneumatic buffer plate rod of the double acting punch.